
1 Preparate prima di l'assemblea
1.1Assicuratevi chì a cunnessione di flange scelta cum'è ISO 6162-2 risponde à i requisiti di l'applicazione (per esempiu, pressione nominale, temperatura, etc.).
1.2Assicuratevi chì i cumpunenti di a flange (connettore di flange, clamp, vite, O-ring) è i porti sò conformi à ISO 6162-2
1.3Assicuratevi i viti curretti, metricu per u tipu 1 è inch per u tipu 2.
1.4Assicuratevi micca mischjà i cumpunenti cù parti ISO 6162-1.Cumu identificà e diverse vede"Cumu identificà a cunnessione di a flangia ISO 6162-1 è ISO 6162-2 è cumpunenti"ligame.
1.5Assicuratevi chì tutte e interfacce di sigillatura è di superficia (cumprese i cumpunenti di u portu è di a flangia) sò libere di bave, tagli, graffi e qualsiasi materiale straniero.
2 Cumu assemble bè
2.1Per aiutà à minimizzà u scrub-out di l'O-ring, lubricate l'O-ring cun una capa ligera di u fluidu idraulicu utilizatu in u sistema o un oliu cumpatibile, quandu hè necessariu.Pigliate una cura particulari, cum'è l'eccessu di lubricante pò sguassate fora di l'articulazione è porta à una falsa indicazione di fuga.
Nota:E dimensioni di l'o-ring vede u tavulu 1 o u tavulu 2, è hè a stessa dimensione per a vite metrica o in pollici, hè a stessa dimensione per i raccordi di flange ISO 6162-1 è ISO 6162-2, senza prublema mista.
2.2Posizionate a testa flange è i clamps flange.
2.3Pone e rondelle indurite nantu à i viti, è mette i viti attraversu i buchi in i clamps.
2.4Stringere a manu i viti in a sequenza mostrata in a Figura 1 per assicurà un cuntattu uniforme in tutti i quattru posti di viti per impedisce u basculamentu di a flange, chì pò purtà à a rottura di a flange durante l'applicazione di u torque finale.
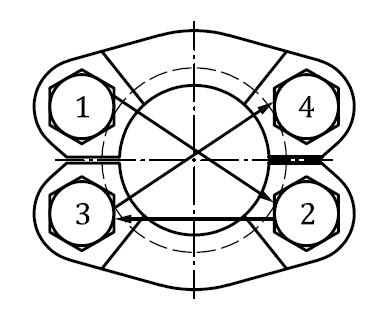
Figura 1 - Sequenza di serratura di viti
2.5Torque i viti in a sequenza mostrata in a Figura 1 in dui o più incrementi à u livellu di torque di viti cunsigliatu è utilizendu e dimensioni di chjave pertinenti in a tabella 1 per a vite metrica è a tabella 2 per a vite in pollici.
Tabella 1 - Taglie di torque è di chjave cù viti metrici per assemblee cunnessioni di flange conformi à ISO 6162-2
| Nominale taglia | Massimu travagliendu pressione | Tipu 1 (metricu) | ||||||||
| Filu di Vite | Lunghezza di a vite mm | Torque di viti N.m | Chjave | O- anellu | ||||||
| MPa | bar | per l'esagonu vite di testa mm | per socket vite di testa mm | Code | Idiamitru nside mm | Csezione rossa mm | ||||
| 13 | 42 | 420 | M8 | 30 | 32 | 13 | 6 | 210 | 18.64 | 3.53 |
| 19 | 42 | 420 | M10 | 35 | 70 | 16 | 8 | 214 | 24,99 | 3.53 |
| 25 | 42 | 420 | M12 | 45 | 130 | 18 | 10 | 219 | 32.92 | 3.53 |
| 32 | 42 | 420 | M12 | 45 | 130 | 18 | 10 | 222 | 37.69 | 3.53 |
| 38 | 42 | 420 | M16 | 55 | 295 | 24 | 14 | 225 | 47.22 | 3.53 |
| 51 | 42 | 420 | M20 | 70 | 550 | 30 | 17 | 228 | 56.74 | 3.53 |
| 64 | 42 | 420 | M24 | 80 | 550 | 36 | 19 | 232 | 69.44 | 3.53 |
| 76 | 42 | 420 | M30 | 90 | 650 | 46 | 22 | 237 | 85.32 | 3.53 |
Tabella 2 - Taglie di torque è di chjave cù viti in pollici per l'assemblea di cunnessione di flange chì conformi à ISO 6162-2
| Nominale taglia | Massimu travagliendu pressione | Tipu 2 (inch) | ||||||||
| Filu di Vite | Lunghezza di a vite mm | Torque di viti N.m | Chjave | O- anellu | ||||||
| MPa | bar | per l'esagonu vite di testa in | per socket vite di testa in | Code | Idiamitru nside mm | Csezione rossa mm | ||||
| 13 | 42 | 420 | 5/16-18 | 32 | 32 | 1/2 | 1/4 | 210 | 18.64 | 3.53 |
| 19 | 42 | 420 | 3/8-16 | 38 | 60 | 9/16 | 5/16 | 214 | 24,99 | 3.53 |
| 25 | 42 | 420 | 7/16-14 | 44 | 92 | 5/8 | 3/8 | 219 | 32.92 | 3.53 |
| 32 | 42 | 420 | 1/2-13 | 44 | 150 | 3/4 | 3/8 | 222 | 37.69 | 3.53 |
| 38 | 42 | 420 | 5/8-11 | 57 | 295 | 15/16 | 1/2 | 225 | 47.22 | 3.53 |
| 51 | 42 | 420 | 3/4-10 | 70 | 450 | 1 1/8 | 5/8 | 228 | 56.74 | 3.53 |
| 64 | 42 | 420 | - | - | - | - | - | 232 | 69.44 | 3.53 |
| 76 | 42 | 420 | - | - | - | - | - | 237 | 85.32 | 3.53 |
Tempu di post: 20-Jan-2022